TAKE CHARGE CARRY WITH CONFIDENCE

Kydex Holsters
Your search for Kydex holsters is over. We offer a variety of the best Kydex holsters that’ll be comfortable to carry all day long. If you’re looking for IWB holsters we have you covered.
How Kydex Holsters Are Made
In the sections below be cover the basics of how kydex holsters are made.
If you’re wanting to learn more about the different types of production methods and why they matter read on but if you’re just looking for a quality comfortable holster checkout our holster selection.
Custom Kydex Holsters
Custom Kydex holsters have changed a lot over the year.
Originally custom, Kydex holsters were truly custom. Makers would take a gun and add tape and other blocking, creating a mold from the gun itself. They’d then form the holster around it.
These days true custom Kydex holsters are very rare.
They are rare for multiple reasons. First, these “custom” holsters had very few truly custom features. They allowed the customer to choose 1 of the very few attachment options, color, and the length of the sweat guard.
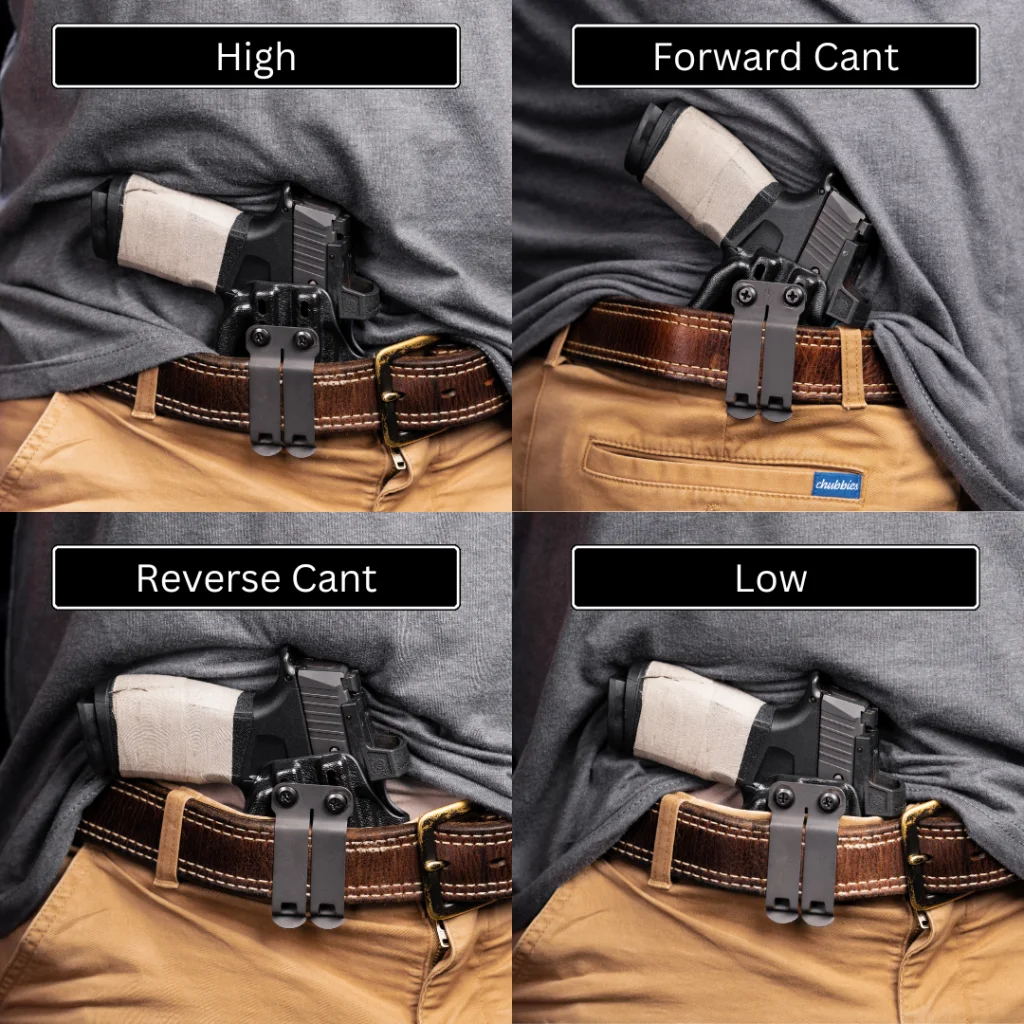
Advanced Holster manufactures options like the ability to choose a high, medium, or low ride height. Or perhaps the angle of cant on the holster.
Today with the relatively affordable and accessible CNC machines on the market, it’s easy to design a holster with all these adjustments.
You no longer need a holster that lacks adjustment and versatility.
These days a true custom Kydex holster wouldn’t just offer the options of generic clip attachments. Instead, they’d offer features that’d make the Kydex holster more comfortable and concealable.
While this sounds great, a true custom holster would cost quite a bit. A true hand-formed custom Kydex holster would cost around $500 per revision. If you were to design one in CNC, a digital revision would likely cost much more, and I’d expect a cost of $400 per prototype tooling set and $3000 for a final set of tooling.
That’s not including the initial setup fee, which would depend on the complexity of the holster. Expect that to be thousands of dollars.
Methods of Manufacturing
There are multiple manufacturing techniques you can use to make Kydex holsters. We’ll cover the most popular ones below.
They each have their own set of advantages and disadvantages.
All Kydex holster manufacturing involves heaving the Kydex up and then forming it into a shape before allowing it to cool.
We’ll cover all the main methods for both production shops and DIY shops.
Vacuum Forming
Vacuum forming evacuates the air from a zone sucking the Kydex onto a mold. When the Kydex is sucked into the mold and cools it takes the shape of the mold.
Then you allow the hot Kydex to cool. Once it cools it holds the shape of the mold.
Vacuum forming is the most common method for production holster shops. When manufacturing holsters in volume it’s affordable, quick, and creates a very repeatable process.
A repeatable process means your Kydex holsters will have a consistent quality. Consistency is key when manufacturing a product in volume.
The reason vacuum forming is so consistent is it cuts out variables from other manufacturing processes. We’ll cover those later.
Membraneless
At this time probably the most popular method of vacuum forming. You need some way to seal new air from entering your containment area when forming the Kydex.
Membraneless forming using the Kydex itself.
Membrane Forming
Another popular method of manufacturing Kydex holster membrane forming uses a membrane to keep new air out. Normally embranes are made from silicone, but many shops have also started using foam.
Kydex Holsters Compression Molding
Compression molding isn’t nearly as popular as vacuuming forming, but it’s still commonly used.
With vacuum forming, different methods offer similar results but not so with compression molding. The different methods of compression molding offer drastically different levels of consistency.
Foam Molding
This is the most inconsistent method of compression molding. The reason this is the most inconsistent method for making Kydex holsters is the foam.
Foam will wear out over time and will consistently decrease in density with each use.
This means if you use the same foam for 100 holsters there will be a small difference in each holster. While there may not be a big difference between holsters 25 and 30 there will be a large difference in holsters 3 and 98.
You can still produce really high-quality holsters with the foam but it’s much more difficult than with other methods.
Companies use foam due to the low barrier of entry. Someone can set up a foam former for well under $50 with all store-bought materials. Your can make them with scraps from around your house.
Matched Mold
This is the highest form of compression molding. You use a male/female matched mold set to form a hot sheet of Kydex into your desired shape.
Like any other method, it has its pros and cons.
You’ve got to get the mold perfect or it just won’t work. There is no margin for error. Creating these matched molds for quality production isn’t cheap.
You have to design and machine two molds that form the Kydex perfectly. If the mold isn’t perfect then you will have a holster that breaks after minimal use or doesn’t have great retention.
You have very little room for error with this method of manufacturing Kydex holsters.
Heating Methods
There are more ways than you can imagine to heat Kydex. People get very imaginative when coming up with ways to heat Kydex, especially for DIY applications.
DIY Heating Methods
The most popular are toaster ovens. Once a toaster oven has been used to heat plastic it is not longer food safe.
These are cheap and affordable on amazon and in your locally big box store. You can often find them at second hand stores for next to nothing.
High Production Methods
The two most common methods are heat presses and large-scale thermoforming machines.
Kydex Holsters Automated Thermoformers
This is the primary heating method for most thermoforms. That said, it’s not the primary heating method for Kydex holsters.
Some shops use automated thermoformers. You operate them by clamping a flat piece of Kydex into a frame.
Next, the frame moves next to a heating element.
The heating elements are positioned on one surface or both top and bottom.
You adjust the elements to apply different amounts of heating to different zones of the material.
Once the material is heated to the correct temperature, you form the kydex into an IWB Holster.
The heating and forming occur on one machine. Some machines also include a trimming operation while others complete trimming at another station.
Many thermoformed items tend to be very large in scale.
The interior walls on airplanes, engine covers, cheaper sinks, and clamshell packaging are all thermoformed.
For these items, you need a lot of surface area for one item.
With Kydex holsters, it’s often a more efficient use of time, tooling, and material to scale down the amount of material you’re using.
They make massive automated formers but most of the ones in the Kydex holster space are smaller.
Heat Presses
A heat press also known as a T-shirt press, is a device you can use for transferring designs onto blank T-shirts. This is the most common method of heating Kydex.
These are normally clamshell-style devices with a heating element on the top and a bottom heat sink that absorbs and hold heat from the top.
There are higher-end versions where you can add a heating element on the bottom as well.
You can spend anywhere from $150 to thousands on a heat press. You generally get what you pay for. We’ve used the $250 amazon heat presses and the ones that cost thousands of dollars.
When you spend more you generally get more consistency.
If you’re running them all day long it makes sense to spend more. If you’re running one to make 20 holsters or less a cheaper model will work fine if you get to know it and how it works.
You have to dial in the heat press to match the material.
If you’re heating 0.060 Kydex the time and temperature you’ll use will be different than if you’re using 0.125 Kydex.
Even though this method is fairly safe you should always have good ventilation.
Custom Kydex Holster vs Production Holster
Custom Kydex is an overused term.
We often equate custom to quality. The custom Kydex holster is a marketing term many companies(including us in the past) have used. It’s often innocently misleading.
Most of these Kydex holsters aren’t custom but really production or special order.
I’d describe a custom Kydex holster as a true one-of-a-kind built for you and exactly to your specs. That kind of service doesn’t truly exist at this time. If it did it’d be extremely expensive.
There are two ways a custom holster is built. You could use the actual gun or of the shelf tooling and modify it extensively with custom blocking. Not blocking you can reuse on multiple molds but something specifically built for the project.
This method would require an extreme amount of skill, and prepping the mold would take hours and extreme skill. I expect this would cost $500-$1000 if you could find someone with the skillset willing to do it.
CAD
The second method would be to design the IWB holster tooling using CAD(computer-aided design) and then machine or 3D print the mold. This is roughly the same process we use for our production holsters.
A 3D-printed mold will only be used for a couple of holsters before the heat warps the mold. That’s unless you’re using more expensive methods of printing. It’s typically cheaper to machine a mold at this point.
Typically we have 40-100 hours of CAD in designing the first holster for a new line of IWB holsters.
This is the stage where we get every detail dialed in. It’s extremely time-consuming but completely worth it. Putting in this work is how you get the best possible Kydex holster.
In my completely biased opinion, a well-designed production Kydex holster is going to be better than most of the “custom Kydex holsters” out there.
Production Kydex Holsters
Like anything else, there are different levels of holster quality.
It can be determined by the manufacturing method, but none is as important as the tooling.
Materials
Some manufacturers make a big deal out of the quality of materials used.
This is a valid concern that is rarely necessary. Most shops use Kydex or Boltaron, they source it from 3 main suppliers.
These suppliers all sell industry-standard materials. Both Kydex and Boltaron make lower grades of materials. The cheaper grades are better suited for other uses. You have to order these grades in bulk directly from Kydex or a Boltaron distributor.
Most reputable shops aren’t going to do this. An IWB holster that is priced extremely low, is a good chance they’re using cheaper materials.
There are lots of Chinese-made “Kydex holsters on the market that use inferior components.
Many of these companies market themselves as made in the USA. This is really hard to regulate in a market as small as IWB holster.
The easiest way to tell is typically the quality and feel of the hardware.
Kydex Holsters Material Thickness
This is an important one. The thickness of the holster will drastically affect the long-term durability of the product.
The standard Kydex and Bolton thicknesses are 0.060, 0.080, 0.093, and 0.125. By far the most common is 0.080.
The thicker the holster the more durable it’ll be.
Kydex and Boltaron sell by the pound. So a manufacturer can reduce their holster material cost by 25% by switching from 0.080 to 0.060 thick material.
A lot of cheaper mass market companies do this.
We’ve found 0.093 to be the sweet spot of durability and comfort to carry.
Stock Tooling
It’s surprising how many large companies use stock tooling to make IWB Holsters.
The advantage is that it’s cheap and allows them to offer a wide range of models. When you see a holster company offer almost every model of gun made they’re using stock tooling.
A trend I’ve seen with some of these companies is using proprietary tooling for their higher volume models and stock for the lower volume.
Customers buying the higher volume models have a lot of choices and demand a higher quality holster. When you’re buying a holster for a gun with little aftermarket support you can’t be as picky.
These manufacturers understand this.
There are a couple of companies that specialize in holster tooling. They make stock off-the-shelf tooling that can be purchased directly or from a distributor.
These molds have consistent trigger guard depths that may or incorrect retention. The difference in trigger guard shapes can drastically affect how much of a pocket you need in the trigger guard for proper retention.
Often stock molds don’t account for those types of details. The manufacturer will have a set depth they use on everything. This means the holster manufacturer has to know how to modify these molds.
Either place tape inside the trigger guard to reduce the depth or milling material away to reduce it.
Machined
These come as either machined blanks, usually machined from HDPE, or in the form of poured resin molds.
Most machined molds are split molds.
A split mold is the shape of the gun split down the center and placed on a board. You then form the holster as a flat piece, cut it out, re-heat the sight channel, and fold it.
Resin Molds
A resin mold is usually split or shaped like a gun. In either case, they’re manufactured in two different ways.
The best method is to design a mold using CAD so you can account for the shrinkage of the material you’re using. Using CAD you can also easily defeature areas of the pistol that could cause snag points. This decreases the amount of work the manufacturer will need to do to prep the mold.
Overall it’s the best-poured resin product.
Another method that’s becoming less common but is still in use for lower-demand models is using a real gun to make a master mold to pour the production molds.
This method doesn’t account for shrinkage. It also shows every little detail of the gun. Guns often have catch points that can snag on a Kydex holster. To avoid this, holster manufacturers “defeature” their molds.
You can do this by hand using Bondo, tape, and other forms of blocking.
Prepping A Stock Mold
You have to prep stock molds with blocking to make a functional holster. You can permanently modify one of these molds or temporarily modify it.
Manufacturers will often use one mold for multiple different Kydex holster designs. So they’ll temporarily attach the blocking. If temporary you’ll normally use tape.
You mark where the blocking sits. This removes the guesswork when setting the mold up each time.
While this helps, it’s not the most precise method.
If it’s a higher volume shop, they might have one mold permanently set up for a specific holster. In this case, they’ll use high-strength adhesives to attach the blocking. We used this method when we started.
It works, but it’s not as consistent of a method as proprietary tooling.
Proprietary Tooling
The most common method currently is to design the holster in CAD and then machine the molds. All the blocking is part of the mold. This is the ultimate consistency.
This is the method we use to manufacture our Kydex holsters. It ensures that every holster will come out the same.
DIY Only Methods
When someone doesn’t want to spend $150 on a heat press, they’ll get creative and try other methods.
These methods have no place in a production holster shop. You should only use them when time has no consequence, and you have an area with good ventilation and fans.
I’d even suggest doing it outside if possible. If you get the Kydex too hot, it’ll release toxic fumes harmful to your health.
Toaster Oven
This is the most popular method. It can work, but you need to watch the Kydex every second it spends in the oven. If you turn around for one second too long, the Kydex will overheat and start burning.
You can do this outside, and if you can’t afford a heat press, this is the best DIY option. It’s how Harry’s Holsters and many others started making Kydex holsters.
I will say I’ve never sold a holster made using a foam press. Once I felt comfortable going forward, I invested in a vacum press.
If you use your toaster oven for this, you should never cook food again due to the toxic fumes released.
Heat Plates
I’ve heard of people using a panini press lined with silicon baking sheets as a poor man’s heat press. Not sure I’d try it but to each his own.
Kitchen Oven
Never do this! You don’t want chlorine-based materials heating up in the same place you eat.
Ceramic Tiles
Some people get really creative and use ceramic tiles with heating elements underneath them. While this can work I wouldn’t suggest it when you can buy a used toaster oven from goodwill.
You could like your toaster over with ceramic tiles to make the heat indirect. You’ll need a silicone baking sheet to keep the Kydex from sticking.
DIY Forming Holsters
Once the Kydex is heated, it needs to be formed. There are multiple ways to do it.
We’ve covered the more traditional compression and vacuum molding above. Here are some of the methods that work for production.
Foam Press
Foam press is the most common by far. You’ve read the downsides of foam earlier. The upside is that it’s an affordable way to get started.
The two most common types of foam presses are a book press and another type of press that’s just two boards held together by clamps with two pieces of foam between them.
Vacuum Forming
There are a variety of vacuum tables available, and they’re easy to build, but they require pumps that can be expensive.
A creative solution I’ve seen that did work was a hobbiest that used heavy-duty bag hooked up to a shop vac. You placed the Kydex around your mold. Place it in the bag and then suck out the air.
A shop vac doesn’t have the pull required for the best definition.
It didn’t make a holster I’d feel good about selling but it did make a functional holster.
IWB Kydex Holster
Arguably the most popular Kydex holster is the IWB Kydex holster. From what we’ve seen IWB holsters are the most common concealed carry holsters.
IWB holsters are designed to sit between your waistband and your body. This keeps them tighter to the body. The closer a holster is to the body, the better it will conceal.
Tuckable IWB Holster vs Non-Tuckable Holster
Most IWB Kydex holsters use top-mounted clips. The clip is mounted to the holster higher than where it would sit on the belt line. That mount style prevents you from tucking in your shirt with your holster.
A tuckable IWB holster uses a bottom mount clip. This means there is a gap between the clip and the holster.
You can tuck a shirt between the IWB Kydex holster and the clip.
Tucking your shirt in this way isn’t easy. A problem is your clip will be exposed. If you live in a rural area that is gun friendly this may not be an issue for you.
But if you’re carrying in a socially non permissive environment, this won’t be the best option.
Some clips are designed to fit underneath your belt. These work if you have a tight waistband and a light gun but they do not without those factors.
If you’re using a tuckable IWB holster, you must ensure your clothing and gear all work. When tucking in your shirt it needs to be loose enough not to outline the gun. This means you might need a slightly longer shirt tail.
While people might not be able to see the gun they may be able to see the irregular bulge in that area. This can be a major concealment issue.
Appendix Carry Holster
Kydex AIWB Holsters have become very popular in the last few years. Appendix carry has been around for a long time but fell out of favor.
The benefits of Appendix Holsters have been rediscovered. With AIWB carry you can get a faster draw time and it tends to be more concealable for most body types.
The most popular areas to carry a gun are behind the hip below your kidney or AIWB in front of the hips.
Most people have love handles that can either push the gun away from the body or encase the gun in fat. That’s the advantage and disadvantage of carrying behind the hip.
If you’re carrying AIWB or forward of the hip there are two natural valleys that sit right where your thigh meets your groin. These valleys provide a natural spot to conceal a gun.
If you have a larger gut these valleys aren’t always as comfortable. People with larger guts tend to carry more centerline.
Appendix Holster Features
IWB Appendix Holsters need a different set of features than other holsters. Our waistline roughly resembles an oval. While the guns we carry are often straight.
This can cause issues when trying to conceal the gun. The grip of the gun is the portion that is most likely to print.
If you’re concealing a small gun and wearing baggier clothing it’s not an issue.
If you’re carrying a larger gun or wearing tighter clothing it can be an issue.
The way to prevent them is to use a device on an IWB holster called a claw or wing. This device uses torque from the belt to rotate the grip into the body.
A claw or wing is formed into the holster or a piece of hardware that you add to the holster.
Thinner people will benefit from this the most. Any good AIWB holster should have a claw or wing feature.
Appendix Holster Wedge
A wedge is normally a piece of foam your position between the holster and the body. You mount them on the bottom half of the holster.
They are bolted on or formed into the iwb holster like a wing. This is a device that really benefits from adjustment. Wedges formed into the holster normally don’t work as well.
The majority of dd on wedges are foam. They can be added to any holster. They’re attached with adhesive-backed velcro.
I’ve seen some wedges that have adhesive on the foam. I’d avoid wedges that can’t be easily adjusted. Once you’ve installed them, you can’t move them. Velcro attachable AIWB holster wedges offer the most adjustment.
More adjustments will give you the most comfortable AIWB holster.
Appendix Carry Holster With Magazine
In the past, it’s been fairly popular to make a one piece Appendix Carry Holster with magazine carrier. The upside of this setup is it’s very stable, making it the quickest holster to draw from. Reloads are also very fast.
The downside of this is these holsters are not that concealable with a wide variety of body types. An Appendix Carry Holster With a Magazine carrier setup will conceal really well for some but not for all.
The angles have to be perfect for your exact body type.
The same applies to comfort. When the IWB holster is comfortable for your body type it’s really comfortable but if it’s not then it’s really not.
Kydex is not designed to have pressure from the belt in such as wide area. This means the holster will crack sooner than other IWB holster designs.
The most popular Appendix Carry Holster With Magazine setup now is the two-piece setup. This design connects an AIWB holster to a magazine carrier using a flexible material. These designs tend to be more comfortable and durable than one-piece designs.
They also work better for multiple body types.
OWB Kydex Holster
There are lots of different OWB Kydex holster designs. The design you choose will depend on how you want to use it.
Competition
OWB Kydex competition holsters are designed to sit farther out from the body. They do not conceal themselves well. They’re designed to be fast.
These holsters offer you options such as adjusting the cant and position on the belt. They are designed to work with a variety of mounting systems. The mount can be more important than the holster itself.
Retention
Holster retention comes in different forms. Level one retention is passive retention. The retention is pockets formed into the holster at the front of the trigger guard or behind a light.
Level two holsters have one level of active retention added to the holster. This active retention is mechanically deactivated.
It normally comes in the form of a hood or a device to hold onto the gun via the ejection port or the trigger guard. I’ve seen level 2, 3, and 4 holsters that use 1, 2, or all 3 of these methods.
Concealment
OWB Kydex holsters can work for concealment but only with the right body type, gun and clothing. You need a larger shirt that won’t print and wide shoulders help.
If your body is shaped like a pear OWB Kydex holsters are exceptionally hard to conceal. People with V taper body types have it the easiest. This is assuming their shirts aren’t too tight.
If you’re looking for the most concealable concealed carry holster and IWB holster would be a better option.


